Contexte
Le projet WALOVAL vise à structurer une installation mutualisée de valorisation de coproduits agroalimentaires wallons. L’objectif est de transformer des matières aujourd’hui peu ou partiellement valorisées en ingrédients ou fractions à plus forte valeur ajoutée, dans une logique d’économie circulaire industrielle.
L’unité étudiée devait pouvoir traiter quatre coproduits aux caractéristiques très différentes : des drêches de brasserie, des marcs de pommes, des sons de blé et des tourteaux de colza. Ces matières ne posent pas les mêmes problèmes industriels. Certaines sont très humides et rapidement périssables. D’autres sont déjà relativement stables mais doivent être transformées mécaniquement pour accéder à de nouveaux débouchés. Les tourteaux, eux, nécessitent une réflexion spécifique sur la délipidation.

Pour Exergia, l’enjeu n’était pas seulement d’estimer une consommation énergétique globale. Il fallait comprendre comment les choix de procédé, les rendements matière, les besoins de stabilisation, les conditions de stockage et les scénarios de production de chaleur allaient influencer la faisabilité industrielle de l’unité.
Cette étude intervient donc très en amont du projet, à un moment où les choix techniques ne sont pas encore figés. C’est précisément à ce stade que l’analyse énergétique a le plus de valeur : elle permet d’éviter de concevoir une usine dont l’architecture matière ou thermique deviendrait ensuite coûteuse à corriger.
Enjeu industriel
Valoriser des coproduits agroalimentaires ne consiste pas seulement à installer une ligne de transformation. Il faut d’abord comprendre la matière.
Une drêche de brasserie à plus de 75 % d’humidité n’a pas le même comportement qu’un son de blé déjà sec. Un marc de pommes peut contenir beaucoup d’eau, mais ne pas répondre efficacement au pressage. Un tourteau de colza peut être stable en stockage, mais rester trop riche en lipides pour certains débouchés. Ces différences déterminent les opérations unitaires nécessaires, les débits, les besoins de stockage, les consommations d’énergie et les risques d’exploitation.
Le projet posait donc une question centrale : comment concevoir une unité mutualisée capable de traiter plusieurs coproduits sans surdimensionner les équipements, sans multiplier les lignes spécifiques et sans créer un procédé énergétiquement fragile ?
La réponse passe par une modélisation matière-énergie. Avant de choisir les technologies, il fallait quantifier les flux : combien de produit brut entre dans l’unité, combien d’eau doit être retirée, combien de matière sèche est conservée, quelles pertes sont générées, quel débit final est obtenu et quelle opération devient limitante.
Modéliser les flux matière avant de dimensionner l’énergie
Exergia a construit des bilans matière pour chaque coproduit, en distinguant les étapes de pressage, séchage, délipidation, micronisation et air-classification. Cette approche permet de ramener les besoins énergétiques à des grandeurs physiques simples : tonnes de produit brut, tonnes de produit sec, kilogrammes d’eau évaporée, pertes de matière sèche et ratios de transformation.
L’exemple des drêches de brasserie illustre bien cette logique. Le pressage permet de réduire la quantité d’eau à évaporer avant séchage. Même si cette étape consomme un peu d’électricité et génère un jus à traiter, elle réduit fortement la charge thermique du sécheur. Le choix du pressage ne se juge donc pas seulement au niveau de l’équipement lui-même, mais à son effet sur l’ensemble de la ligne.
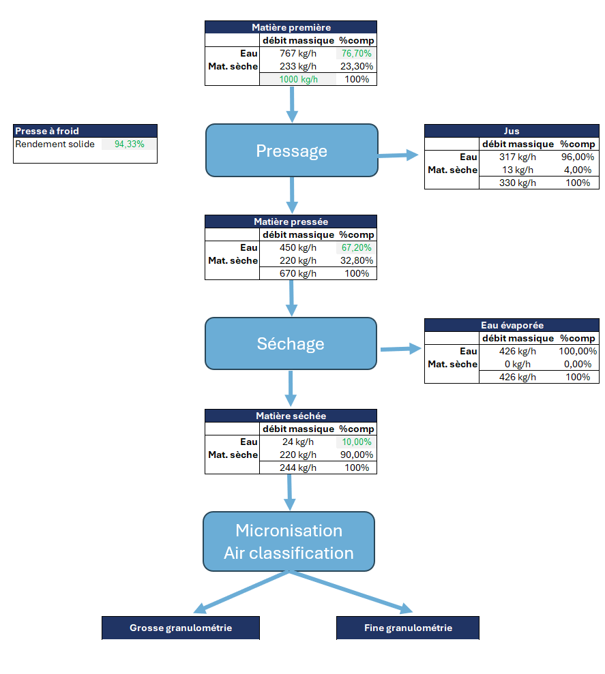
À l’inverse, l’analyse du marc de pommes a montré que le pressage pouvait être beaucoup moins pertinent. Le gain de déshydratation est limité, l’humidité résiduelle reste élevée, une partie de la matière sèche peut être entraînée dans le jus, et l’équipement n’est pas nécessairement mutualisable avec celui utilisé pour les drêches. Dans ce cas, ajouter une étape mécanique ne simplifie pas forcément le procédé. Elle peut même créer une contrainte supplémentaire si le jus extrait doit être valorisé ou traité.
Ce type d’arbitrage est essentiel. Une technologie peut sembler pertinente en théorie, mais perdre son intérêt quand on intègre le rendement matière, l’encrassement, les nettoyages, les volumes tampons, les pertes de produit et l’organisation réelle de la production.
Une unité mutualisée impose une logique d’exploitation
Le projet WALOVAL ne concerne pas une ligne mono-produit. L’unité doit pouvoir traiter des matières différentes, avec des disponibilités variables, des comportements distincts et des exigences de nettoyage entre campagnes.
Cette mutualisation impose une réflexion sur le fonctionnement hebdomadaire : réception des matières, stockage tampon, durée des campagnes, arrêts pour nettoyage, disponibilité des équipements critiques et capacité à absorber les fluctuations d’approvisionnement. L’étude a donc considéré une organisation de production structurée, avec un fonctionnement continu sur une partie de la semaine, des arrêts pour nettoyage et des périodes de maintenance.
Cette approche est importante car l’énergie ne se consomme pas dans un tableur annuel. Elle se consomme dans une usine, avec des horaires, des arrêts, des lots, des changements de produit, des équipements indisponibles et des contraintes logistiques.
Dans ce type de projet, la capacité installée ne doit pas seulement couvrir un tonnage annuel. Elle doit être compatible avec les pics mensuels, les flux entrants, le stockage frigorifique éventuel, les campagnes de production et les temps morts nécessaires à l’exploitation.
Le séchage, poste dimensionnant
L’étude a rapidement mis en évidence que le séchage est le verrou énergétique principal du projet. C’est l’opération qui consomme le plus de chaleur, dimensionne les équipements les plus coûteux et influence directement le coût d’exploitation de l’unité.
Le sécheur a été dimensionné sur une capacité de l’ordre de 750 kg d’eau évaporée par heure, valeur permettant de traiter les flux principaux de drêches et de marc tout en conservant une marge opérationnelle. Cette manière de dimensionner est plus robuste qu’un raisonnement en tonnes de produit brut, car deux coproduits de même tonnage peuvent contenir des quantités d’eau très différentes.
Le scénario de référence repose sur un sécheur flash. Cette technologie présente un bon compromis pour une unité continue : temps de résidence court, compacité, maturité industrielle et capacité à traiter des flux fibreux ou pulvérulents. Mais elle impose aussi un besoin thermique important, avec un air de séchage porté à haute température.
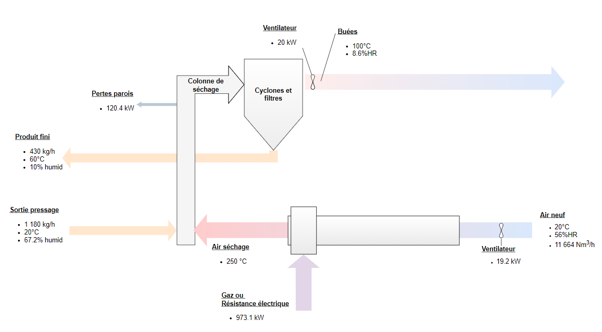
Le bilan matière-énergie du sécheur montre les ordres de grandeur du problème : l’air neuf doit être chauffé, l’eau contenue dans le produit doit être évaporée, des buées sortent à environ 100 °C et des pertes thermiques subsistent. Une puissance proche du mégawatt peut ainsi être nécessaire pour une seule étape de stabilisation.
C’est à ce niveau que se joue l’essentiel de la performance énergétique du projet. Optimiser les étapes électriques aval, comme la micronisation ou l’air-classification, reste utile. Mais si le séchage est mal conçu, l’unité risque de rester durablement pénalisée par ses coûts d’exploitation et ses émissions.
Choix technologiques étudiés
L’étude a comparé plusieurs technologies de séchage : sécheur flash, sécheur à bande, sécheur sous vide, sécheur à faisceau tubulaire et séchage micro-ondes.
Le sécheur flash a été retenu comme option de référence, car il offre le meilleur compromis entre capacité, compacité, maturité industrielle et compatibilité avec une ligne continue. Le sécheur à bande reste intéressant pour certains produits alimentaires sensibles, mais il demande plus de surface, présente un CapEx plus élevé et impose des contraintes de nettoyage plus importantes. Le séchage sous vide est doux, mais moins adapté à une logique de traitement mutualisé en continu à ces débits. Le séchage micro-ondes présente l’intérêt d’une électrification directe, mais sa consommation électrique et son coût le rendent difficilement pertinent comme solution principale pour du séchage massif de coproduits.
Les technologies de production d’air chaud ont également été comparées : brûleur gaz direct, résistances électriques, huile thermique, vapeur haute pression, vapeur avec appoint électrique. Le brûleur gaz direct reste une solution de référence compétitive et techniquement simple. Les résistances électriques permettent une électrification complète du besoin thermique, mais leur compétitivité dépend fortement du prix de l’électricité et de l’approvisionnement en électricité bas carbone. Les solutions intermédiaires, comme l’huile thermique ou la vapeur, ajoutent de la complexité sans toujours apporter un avantage clair pour un besoin thermique de cette taille.
L’étude n’a donc pas cherché à désigner une technologie “idéale” en toutes circonstances. Elle a comparé les options en fonction de leur faisabilité, de leur coût, de leur maturité, de leurs contraintes sanitaires et de leur cohérence avec une trajectoire de décarbonation.
Optimiser avant de décarboner
Avant de remplacer une énergie par une autre, il faut réduire le besoin utile. Le séchage génère des buées chaudes qui contiennent encore une quantité significative d’énergie. La première piste consiste donc à récupérer directement une partie de cette chaleur pour préchauffer l’air neuf entrant dans le sécheur.
Cette récupération directe est une solution relativement simple, robuste et immédiatement mobilisable. Elle permet de réduire la puissance à fournir au sécheur sans modifier profondément l’architecture du procédé. Son potentiel reste toutefois limité à la chaleur sensible des buées.
Une deuxième piste consiste à valoriser davantage les buées via une pompe à chaleur haute température. Cette solution permet de récupérer une partie de la chaleur latente de condensation et de la remonter à un niveau utile pour le préchauffage de l’air. Elle réduit plus fortement le besoin thermique externe, mais ajoute de la complexité, une consommation électrique, un investissement supplémentaire et un flux de condensats à gérer.
L’intérêt d’une pompe à chaleur ne peut donc pas être décidé uniquement sur base d’un COP théorique. Il dépend de la température disponible, de la température utile, de la qualité des buées, du traitement des condensats, du coût de l’électricité, du prix du gaz évité et de la maturité technologique des équipements disponibles.
Comparaison des scénarios énergétiques
La comparaison des scénarios montre que le séchage ne se résume pas à une opposition simple entre gaz et électricité. Plusieurs architectures sont possibles : gaz direct, gaz avec récupération de chaleur, gaz avec récupération et pompe à chaleur, résistances électriques, résistances électriques avec récupération, ou résistances électriques avec récupération et PAC.

Les résultats montrent que la récupération directe réduit déjà la consommation spécifique. L’ajout d’une PAC permet d’aller plus loin, en particulier dans les scénarios électrifiés. La solution électrique reste pénalisée par le prix actuel de l’électricité, mais elle devient beaucoup plus cohérente dans une trajectoire long terme si elle est associée à de l’électricité verte, à un PPA ou à une évolution favorable du ratio électricité/gaz.
Le projet a également intégré l’analyse d’une production photovoltaïque jusqu’à 500 kWp. Le PV ne permet pas de couvrir à lui seul les besoins d’un procédé thermique aussi énergivore, mais il constitue une brique intéressante pour réduire une partie du coût moyen de l’électricité et renforcer la trajectoire bas carbone. L’étude a aussi montré que le stockage batterie court terme n’était pas forcément pertinent dans le cas étudié, car le profil de consommation est concentré sur quelques jours de production par semaine.
Cette conclusion est importante : toutes les solutions “vertes” ne sont pas automatiquement utiles. Leur valeur dépend du profil réel du site, du rythme d’exploitation et du couplage entre production locale et demande.
Trajectoire recommandée
La trajectoire proposée repose sur une logique progressive. À court terme, une solution de séchage gaz avec récupération directe peut constituer une base pragmatique : compétitive, connue, techniquement robuste et déjà améliorée par la récupération de chaleur.
À moyen terme, l’unité peut intégrer davantage d’électrification, suivre l’évolution des pompes à chaleur haute température et sécuriser une part d’électricité renouvelable via photovoltaïque ou PPA. Cette évolution permettrait de réduire progressivement l’exposition aux combustibles fossiles et les émissions associées.
À plus long terme, l’implantation de l’unité pourrait être pensée en lien avec des synergies territoriales. Une source de chaleur fatale externe ou une ressource géothermique à un niveau de température suffisant pourrait modifier l’équation énergétique du projet. Mais cette option n’a de valeur que si la source est stable, proche, disponible dans la durée et à une température réellement exploitable.
L’étude ne conclut donc pas à un scénario unique figé. Elle propose une architecture évolutive, capable de démarrer avec une solution réaliste puis de se décarboner progressivement à mesure que les technologies, les prix de l’énergie et les opportunités territoriales évoluent.
Ce que l’étude a rendu possible
L’étude a permis de transformer une idée d’unité mutualisée en architecture industrielle plus lisible. Les porteurs du projet disposent d’une compréhension claire des flux matière, des opérations unitaires, des postes énergétiques critiques, des technologies pertinentes et des scénarios de production de chaleur.
Elle a aussi permis d’identifier les décisions qui devront être sécurisées avant investissement : essais pilotes sur les matières critiques, validation du séchage à l’échelle préindustrielle, choix de la technologie de délipidation, stratégie de récupération de chaleur, implantation, stockage, nettoyage, CapEx, OpEx et approvisionnement énergétique.
Surtout, l’étude a mis en évidence que la rentabilité du projet dépendra autant de la valorisation commerciale des coproduits que de la maîtrise de l’architecture énergétique. Dans une unité de ce type, l’énergie n’est pas un poste périphérique. Elle conditionne la faisabilité industrielle.
Ce que montre ce projet
Ce projet illustre une conviction centrale d’Exergia : les bons choix énergétiques doivent être faits avant que l’usine ne soit construite.
Lorsqu’un procédé est déjà en place, il est toujours possible de l’optimiser. Mais certaines contraintes deviennent difficiles à corriger : mauvais niveau de température, sécheur surdimensionné, absence de récupération de chaleur, implantation incompatible avec une source externe, raccordement électrique insuffisant ou choix d’équipement peu flexible.
Dans le cas de WALOVAL, l’analyse matière-énergie a permis de faire apparaître ces enjeux dès la conception. Elle a montré que la transformation de coproduits agroalimentaires n’est pas seulement un sujet d’économie circulaire. C’est aussi un sujet d’architecture thermique, d’exploitation industrielle et de trajectoire énergétique.
Les chiffres présentés sont des ordres de grandeur issus du cas étudié. Ils dépendent des caractéristiques réelles des coproduits, des essais pilotes, du choix des fournisseurs, du périmètre CapEx, des prix d’énergie, des hypothèses CO₂, du site d’implantation et des contraintes d’exploitation.
FAQ
Pourquoi analyser l’énergie si tôt dans un projet de valorisation de coproduits ?
Parce que les choix de procédé figent très vite les besoins thermiques, électriques, les surfaces, les raccordements et les coûts d’exploitation. Dans une unité de valorisation, l’énergie n’est pas un poste secondaire : elle peut conditionner la rentabilité du projet.
Pourquoi le séchage est-il souvent le poste critique ?
Le séchage consiste à évaporer de grandes quantités d’eau. Cette opération demande beaucoup de chaleur, dimensionne les équipements et influence directement les coûts, les émissions de CO₂ et la stratégie de récupération de chaleur.
Le pressage mécanique est-il toujours utile avant séchage ?
Non. Le pressage est très pertinent pour certains coproduits comme les drêches de brasserie, car il réduit fortement l’eau à évaporer. Pour d’autres matières, comme certains marcs de pommes, le gain peut être limité et s’accompagner de pertes de matière sèche ou de jus à traiter.
Pourquoi comparer gaz, électricité, récupération de chaleur et PAC ?
Parce que chaque scénario déplace les contraintes. Le gaz reste souvent compétitif à court terme mais émet du CO₂. L’électricité peut décarboner si elle est verte, mais son coût dépend du prix de marché. La récupération de chaleur réduit les besoins à la source. La pompe à chaleur peut aller plus loin, mais son intérêt dépend de la température, du coût et de la maturité industrielle.
Le photovoltaïque suffit-il à décarboner une unité de séchage ?
Non. Le photovoltaïque peut réduire une partie du coût et de l’empreinte électrique, mais il ne couvre généralement qu’une fraction des besoins d’un procédé thermique intensif. Il doit être combiné à une stratégie plus large : récupération de chaleur, électrification, PPA ou synergies territoriales.
Quelle est la valeur d’une étude matière-énergie avant investissement ?
Elle permet d’éviter de dimensionner une usine sur une intuition. Les flux de matière, l’eau à extraire, les rendements, les pertes, les températures et les profils d’exploitation sont objectivés avant de figer les technologies et les CapEx.